


Was ist der Unterschied zwischen hydraulischem, spezifischem und Werkzeuginnendruck?
Nicht jeder Druck ist gleich. Es gibt verschiedene Teile der Spritzgießmaschine, an denen wir den Druck überwachen, und es ist wichtig, jeden einzelnen zu betrachten, um besser zu verstehen, was mit dem Kunststoff im Inneren der Form geschieht.
Schauen wir uns die drei Arten von Druck in der Maschine an (hydraulischer Druck, spezifischer Druck und Werkzeuginnendruck) und was sie voneinander unterscheidet (Verstärkungsverhältnis und Druckverlust).
Arten von Druck
Hydraulischer Druck: Der Druck im Einspritzzylinder, der durch den Widerstand des von einer Hydraulikpumpe geförderten Öls erzeugt wird.

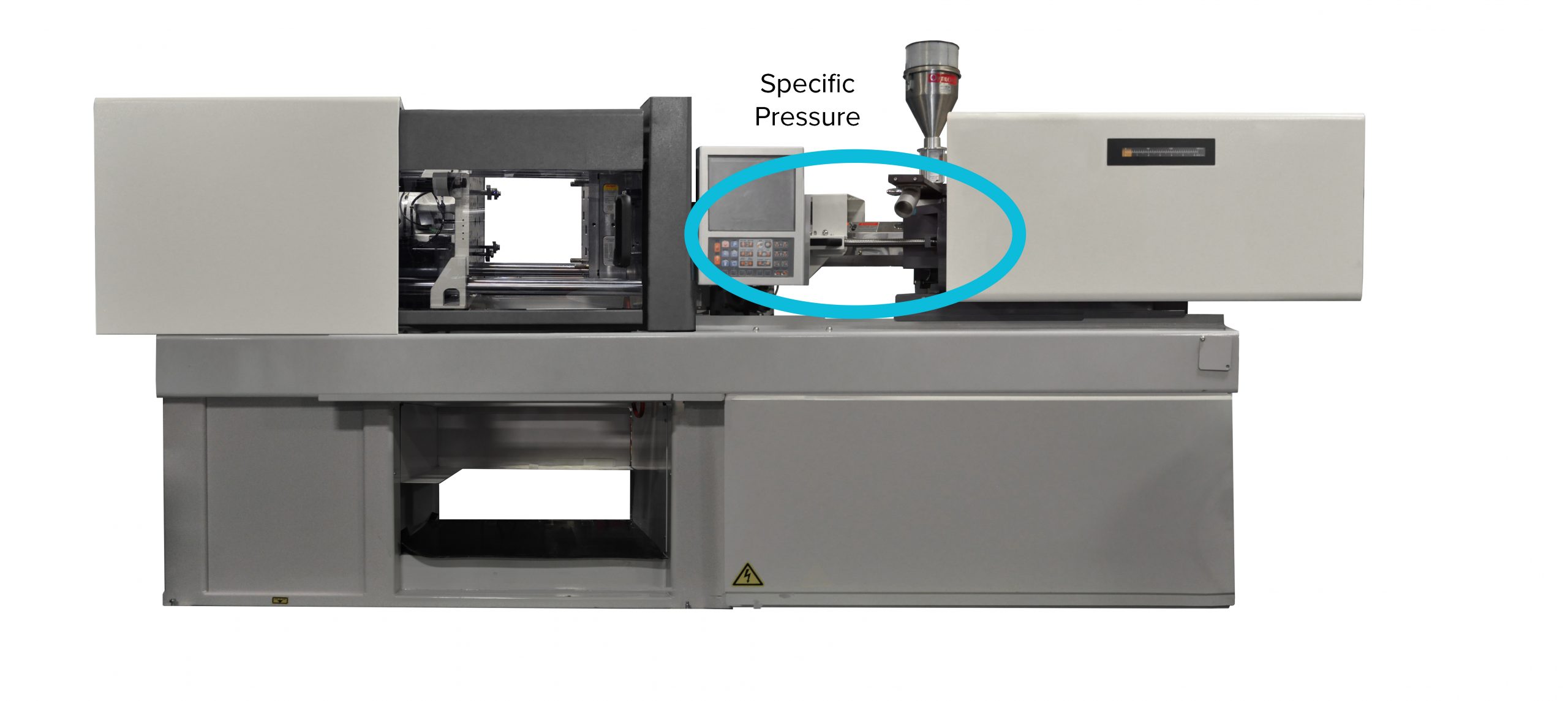
Spezifischer Druck: Auch bekannt als Einspritz- oder Kunststoffdruck, ist dies der tatsächliche Materialdruck innerhalb der Schnecken- und Zylinderbaugruppe, der durch einen Widerstand gegen den Kunststofffluss vor der Schnecke während des Einspritzens erzeugt wird. Normalerweise zeigen hydraulische Spritzgießmaschinen den Hydrauliköldruck an. Einige zeigen auch den spezifischen Druck an. Servoelektrische Spritzgießmaschinen zeigen den spezifischen Einspritzdruck an, nicht den hydraulischen Öldruck.
Der spezifische Druck ist wichtig zu wissen, denn er ermöglicht es Ihnen, den Druck des Kunststoffs beim Einspritzen zu dokumentieren und eine geeignete Maschine auszuwählen.
Werkzeuginnendruck: Der tatsächliche Materialdruck in den Formnestern selbst. Um diesen zu messen, muss die Form mit Drucksensoren ausgestattet sein.

Was ist also der Unterschied zwischen diesen beiden Werten? Müsste der Druck nicht bei allen gleich hoch sein? Nö.
Wenn Sie sich ein Prozesskontrollsystem für das Spritzgießen ansehen (wie z.B. den CoPilot), können Sie feststellen, dass die Messungen zwischen diesen drei Drucktypen stark variieren. Das liegt am Verstärkungsverhältnis und am Druckverlust.
Intensivierungsgrad
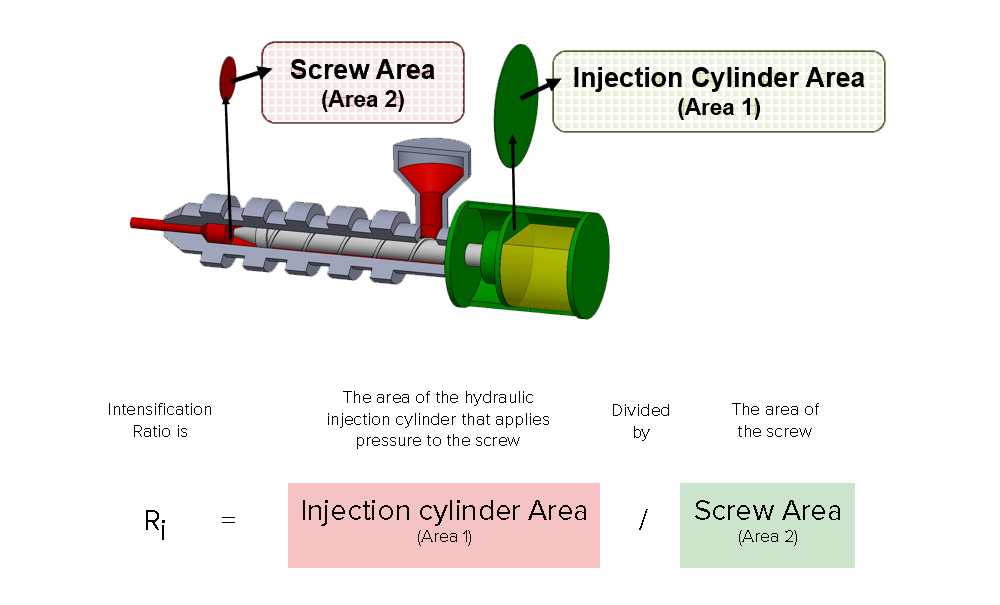
Das Verstärkungsverhältnis ist das Verhältnis zwischen der Fläche des Einspritzzylinders und der Fläche der Schneckenspitze. Der Einspritzzylinder wird immer größer und die Schneckenspitze immer kleiner sein, was den Druck verstärkt.
Stellen Sie sich das so vor, als würden Sie ein Schneidebrett zum Einschlagen eines Nagels verwenden, anstatt einen Hammer zu benutzen. Sie können die gleiche Kraft aufwenden, aber der Hammer überträgt mehr Druck, weil weniger Platz für die Energie zur Verfügung steht.
Jede Spritzgießmaschine hat ein Verstärkungsverhältnis. Es ist wichtig, dieses Verhältnis zu kennen, bevor Sie einen Prozess einrichten. Um das Verstärkungsverhältnis zu bestimmen, kann eine einfache Formel verwendet werden:
Druckverlust
Druckverlust ist, wenn Sie (Sie haben es erraten) beim Befüllen eines Teils Druck verlieren. Der Druck beginnt in dem Moment zu sinken, in dem er aus der Düse austritt.
Wenn der Kunststoff die Düse verlässt, steht er unter einem wesentlich höheren Druck als wenn er den Anschnitt erreicht. Wir verlieren Druck durch die Öffnung der Düsenspitze, den Anguss, das Kanalsystem und den Anschnitt. Je weiter Sie sich vom Lauf entfernen, desto geringer wird der Druck. Wie Sie sich vorstellen können, ist der Werkzeuginnendruck also deutlich niedriger als der spezifische Druck.
Fazit
Wenn Sie den hydraulischen Druck, den spezifischen Druck und den Werkzeuginnendruck sowie das Verstärkungsverhältnis und den Druckverlust berücksichtigen, können Sie sich ein ziemlich klares Bild davon machen, was mit dem Kunststoff passiert, während er sich durch die Spritzgießmaschine bewegt.
Sehen Sie sich hier unser YouTube-Video zu diesem Thema an.