Worin unterscheiden sich Bindenähte und Fließnähte und warum spielt dies eine Rolle?
Von Jeremy Williams, Berater/Trainer
In der Kunststoffspritzgussbranche arbeiten wir mit Nebenprodukten aus der Erdölraffination und mit Werkzeugen aus Metallguss und so bleibt es nicht aus, dass unsere Terminologie zumindest leicht verwirrend ist.
Drei Begriffe, die oft miteinander verwechselt werden sind Schweiß-, Fließ- und Bindenähte. Tatsächlich stellen Fließ- und Bindenähte unterschiedliche Arten von Schweißnähten dar. Betrachten wir doch einmal genauer, welche Ursachen zu Fließ- und Bindenahtfehlern führen, wie sich diese auf die Festigkeit des Teils auswirken und worin sie sich unterscheiden.
Welche Ursachen haben Binde- und Fließnähte?
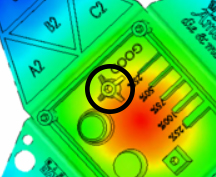
Genauso wie viele andere Unstimmigkeiten, liegt die Wurzel dieser unerwünschten Merkmale in der Produktkonstruktion. Da unsere Kunststoffschmelze durch einen Anguss eingespritzt wird, muss sie durch die Kavität und um verschiedene Geometrien herum fließen, wie z. B. Druchbrüche oder Schraubdome (in Abb. 1 gezeigt).
Weist ein Schraubdom eine Bindenaht auf, wird er an der entstanden Schwachstelle beim Anziehen der Schraube wahrscheinlich versagen.
Im Automobilbereich kann dies zu Teilen führen, die aufeinander schlagen, die quietschen oder klappern.
In der Elektronikbranche verhindert der gebrochene Schraubdom das einwandfreie Andrücken einer Dichtung, so dass eine Schaltplatine (PCB) einen Wasserschaden erleiden kann.
Tritt ein solcher Fehler in der Dichtringnut von Rohrleitungsbauteilen auf, kann es zur Undichtigkeit und damit zu einem tropfenweisen Auslaufen kommen.
Im Armaturensektor wird eine solche Armatur bei nicht einwandfreier Handhabung der Schwachstellen den Berst- oder Deformationstest nicht bestehen, so dass Produktausfälle im Einsatz beim Kunden die Folge sind.
Abb. 1: Ein Schraubdom
Stellen Sie sich dies als Wasser vor, das einen Fluss entlang fließt, in dem ein Felsen aus der Wasserfläche heraus ragt. Sobald das Wasser auf den Felsen trifft, muss sich der Strom teilen, außen herum fließen und am anderen Ende wieder zusammen fließen.
Worauf wir unser Augenmerk richten wollen, ist das Zusammenfließen, um so zu bestimmen, ob eine Binde- oder Fließnaht vorliegt.
Fließnaht
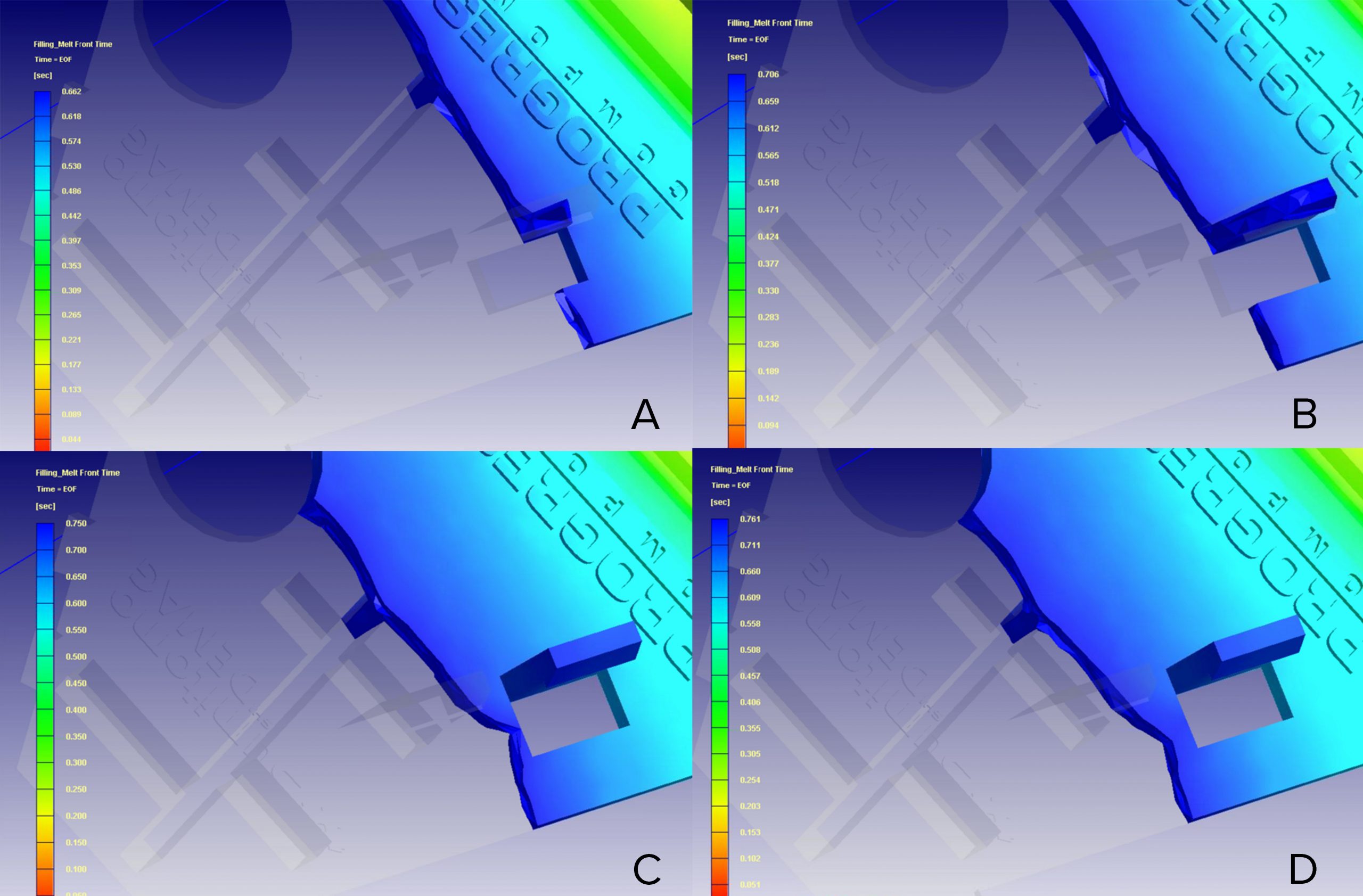
Eine Fließnaht ist definiert als das Aufeinandertreffen zweier Fließfronten, nachdem der Massestrom sich auf Grund eines Konstruktionsmerkmals des Teils geteilt hat. Stellen Sie sich vor, Sie fahren nach einem langen Bürotag auf die Autobahn – alle sind in der gleichen Richtung unterwegs und müssen sehen, wie sie ohne Schaden ans Ziel gelangen. Abb. 2 zeigt, wie sich die Fließfront auf Grund des rechteckigen Durchbruchs teilt und am anderen Ende wieder vereint. Da in der Werkzeugkavität weiterer Raum vorhanden ist, bewegt sich die Fließfront weiter vorwärts und erzeugt so eine neue Fließfront.
Abb. 2: Die Schmelze fließt außen um den rechteckigen Druchbruch herum, vereint sich dahinter und fließt weiter, wobei sie eine Fließnaht formt
Diese Verbindung ist weniger stark wie ein kontinuierlicher Fluss. Da die Fließfront sich vereint und weiter durch die Kavität fließen kann, besteht eine größere Chance, diesen Bereich mit Druck zu beaufschlagen zu können, um so dessen Festigkeit zu erhöhen.
Bindenaht
Eine Bindenaht liegt vor, wenn zwei Fließfronten aufeinander treffen, doch, statt sich zu vereinen, ähnelt das Geschehen eher einem Frontalzusammenstoß an einer Kreuzung. Dies ist nicht schön und wird auch nicht gut enden.
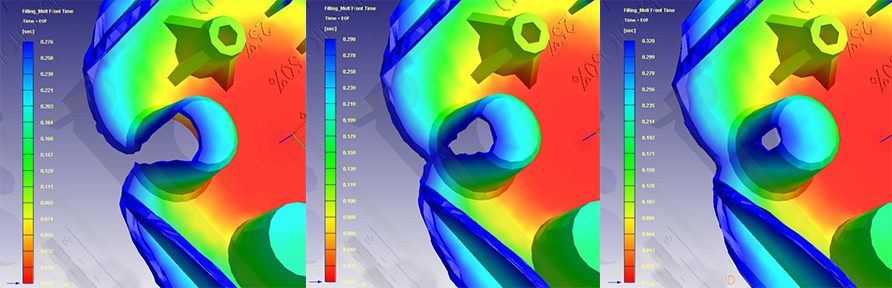
Abb. 3: Die Schmelze fließt um einen aufrecht stehenden Kern herum
Treffen diese zwei Fließfronten aufeinander, ist keine weitere Kavitätsgeometrie mehr zum Durchfließen vorhanden, so dass es schwierig wird, diesen Teilebereich mit Druck zu beaufschlagen. Das anschließende Ergebnis weist sogar noch weniger Festigkeit als eine Fließnaht auf.
Wahl des Kunststoffs
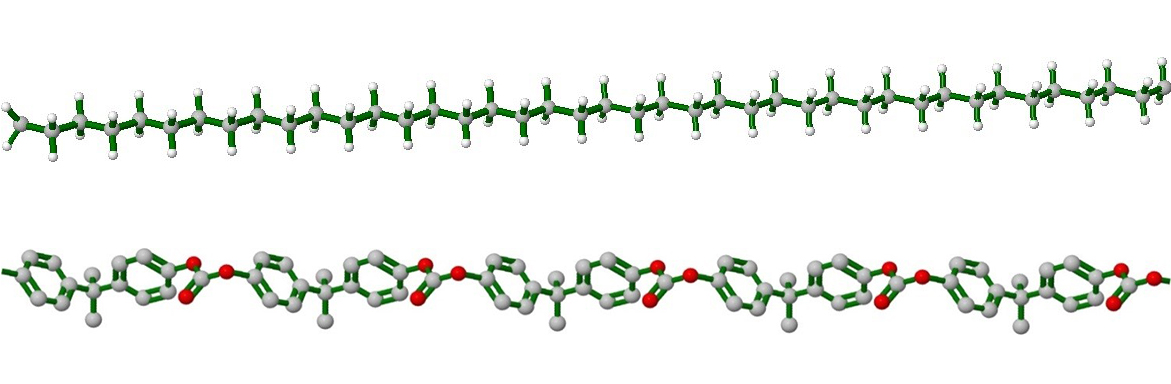
Bestimmte Kunststoffe sind in Punkto Festigkeit unempfindlicher als andere. Kunststoffe (HDPE, PP, POM) mit fadenförmiger, geordneter Struktur (wie in Abb. 4 gezeigt) führen üblicherweise zu höheren Festigkeiten, da sich die Polymerketten leichter verbinden können. Die ungeordneten Strukturen mit den Benzolringen, die sich in anderen Kunststoffen finden (PC, PMMA, ABS), mindern die Fähigkeit der Polymerketten zu einem leichten Zusammenschluss. Die Benzolringe erhöhen auch die Viskosität, senken die Schrumpfrate und steigern die Festigkeit, bis auf die der Binde- und/oder Fließnähte.
Abb. 4: Oben – geordneter Struktur von HDPE Unten – PC mit ungeordneter Struktur
Kunststoffe mit technischen Füllstoffen wie Glass, Kohlenstoff, Metallflocken usw. verringern die Fähigkeit die Festigkeit von Binde- oder Fließnaht positiv zu beinflussen. Dies hat mehrere Gründe.
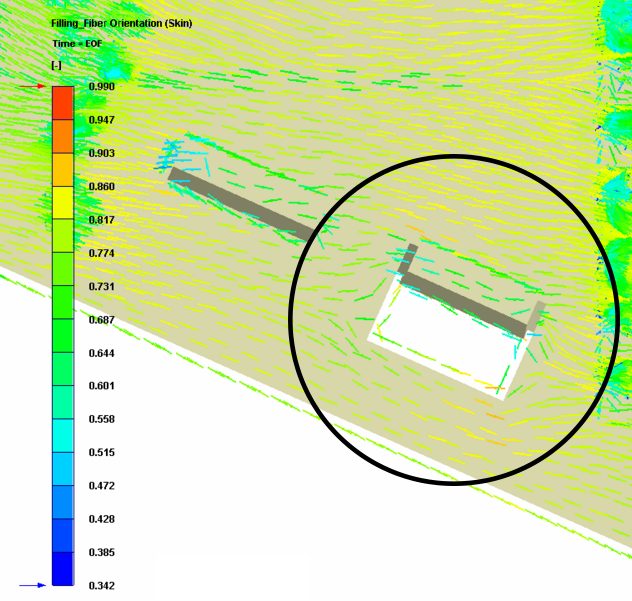
So liegen die Temperaturen, bei denen wir die meisten Thermoplaste verarbeiten (400 bis 600° F) erheblich unter dem Schmelzpunkt der meisten Füllstoffarten (der von Glas liegt bei 2552 bis 2912° F) … insofern sie überhaupt schmelzen. In dieser Situation haben wir nicht nur ein Gebilde in der Kavität, das den Massestrom beeinflusst, sondern auch noch einen Festkörper, der in der Fließfront eingesetzt ist und für weitere Spannungen sorgt. Daher müssen wir die Faserausrichtung vor dieser Geometrie prüfen und untersuchen, wie sie sich die Ausrichtung hinter dem Hindernis unterscheidet (dargestellt in Abb. 5).
Abb. 5: Faserausrichtung vor und hinter dem Durchbruch
Der Schlüssel zum Verständnis der Festigkeitsänderungen im entsprechenden Teil liegt im Verständnis, wie die Probekörper gebrochen sind und die Daten gesammelt werden.
Bei der in Abb. 6 dargestellte Izod Schlagbiegeprüfung wird der Prüfkörper mit einer definierten Aufschlagenergie beansprucht. Die gelieferten Werte, üblicherweise in ft-lb/in2. zeigen die zum Bruch des Probekörpers notwendige Energie an. Je mehr Energie zum Bruch des Probekörpers notwendig ist, desto fester ist das Material.
Abb. 6: Izod-Schlagprüfgerät
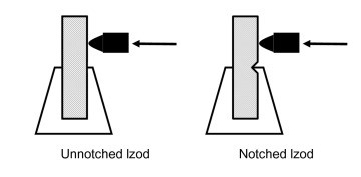
Ein weiterer Bereich, den wir prüfen müssen, sind die ASTM-Daten der gekerbten und ungekerbten Probekörper, die in der nachfolgenden Abb. 7 dargestellt sind. Die Elemente, die das Polymer bilden, bestimmen ihre Anordnungen und Bindungen und somit die Festigkeit. Eine Bindenaht ist ähnlich einer Kerbe, die sich im ASTM-Probekörper befindet.
Abb. 7: ASTM-Probekörper
Zwar wird ein Formteil mit einer Bindenaht sich nicht exakt wie der Probekörper verhalten, doch wird uns das Datenblatt zeigen, in welchem Umfang Festigkeit möglicherweise reduziert wird.
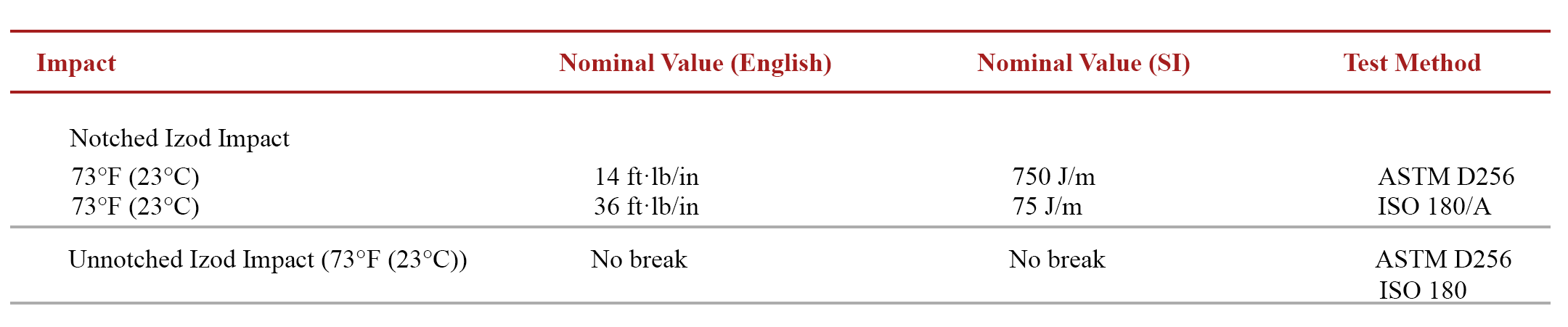
Es gibt beispielsweise bestimmte Kunststoffe, die eine so hohe Festigkeit aufweisen, dass ein ungekerbter Probekörper durch ASTM-Prüfung nicht beschädigt wird, obwohl der Wert des gekerbten Probekörpers außerordentlich niedrig ist. Ein Beispiel hierfür ist das in der Medizintechnik genutzte PC (in nachfolgender Tabelle 1 dargestellt).
Tabelle 1: Calibre™ MEGARAD™ 2081-15
Andere Kunststoffe wie das in Tabelle 2 gezeigte PP brechen bei der ASTM-Prüfung sowohl in gekerbtem wie auch im ungekerbtem Zustand.
Tabelle 2: Gapex® HP RPP20EU98HB
Keiner dieser Kunststoffe ist unzureichend, doch müssen wir deren Grenzen verstehen und wissen, wie wir die Konstruktion richtig ausführen, damit die Anforderungen an das Formteil erfüllt werden.
Wonach wir in den gelieferten Angaben suchen, ist ein Festigkeitsabfall zwischen ungekerbtem und gekerbtem Probekörper. Dieser hilft uns zu verstehen, wie schwach eine Bindenaht im Vergleich zu einer kontinuierlichem Fließfront sein könnte.
Werkzeugkonstruktion
Die Angussposition hat starken Einfluss auf die Stellen, wo Binde- oder Fließnähte innerhalb der Teilegeometrie liegen wird. Durch den Einsatz von Strömungssimulationen sind wir in der Lage vorherzusagen, wo diese auftreten können. Die Angusspositionen können so ausgelegt werden, dass die Binde- oder Fließnähte einen überschaubaren Einfluss auf die Festigkeit und Funktionalität des Formteils haben.
Verarbeitung
Die Verbesserung der Festigkeit von Binde- oder Fließnähten kann unter dem Aspekt der Verarbeitung ungeheuer schwierig sein, da eine Vielzahl von Faktoren, wie beispielsweise die Teilegeometrie, die Angussposition, der Fließweg und das Material bereits unveränderbar festgelegt sind. Die verbleibende, prozesstechnische Möglichkeit besteht dann darin, das Formteil durch die Kombination aus Schmelztemperatur, Werkzeugtemperatur Fließgeschwindigkeit und Nachdruck entsprechend zu verdichten.
Schlussfolgerung
Der Unterschied zwischen einer Binde- und einer Fließnaht ist erheblich und wirkt sich dramatisch auf die strukturelle Widerstandsfähigkeit des Teils aus. Binde- und Fließnähte sind Bestandteil des Kunststoffspritzgießens. Auf Grund der Produktanforderungen gestaltet sich deren Beseitigung oft schwierig. Bei einer engen Zusammenarbeit von Produktdesigner, Werkzeugbauer und Spritzgießer ist jedoch ein Erfolg sicherlich erzielbar.
Related Posts:
Cookie Consent
Wir verwenden Cookies, um Ihre Erfahrung auf unserer Website zu verbessern. Durch die Nutzung unserer Website stimmen Sie der Verwendung von Cookies zu.
Cookie-Einstellungen
Verwalten Sie unten Ihre Cookie-Einstellungen:
Essential cookies enable basic functions and are necessary for the proper function of the website.
Name
Description
Duration
Cookie Preferences
This cookie is used to store the user's cookie consent preferences.
30 days
Google Tag Manager simplifies the management of marketing tags on your website without code changes.
Name
Description
Duration
cookiePreferences
Registers cookie preferences of a user
2 years
td
Registers statistical data on users' behaviour on the website. Used for internal analytics by the website operator.
session
Statistics cookies collect information anonymously. This information helps us understand how visitors use our website.
Google Analytics is a powerful tool that tracks and analyzes website traffic for informed marketing decisions.
Contains custom information set by the web developer via the _setCustomVar method in Google Analytics. This cookie is updated every time new data is sent to the Google Analytics server.
2 years after last activity
__utmx
Used to determine whether a user is included in an A / B or Multivariate test.
18 months
_ga
ID used to identify users
2 years
_gali
Used by Google Analytics to determine which links on a page are being clicked
30 seconds
_ga_
ID used to identify users
2 years
_gid
ID used to identify users for 24 hours after last activity
24 hours
_gat
Used to monitor number of Google Analytics server requests when using Google Tag Manager
1 minute
_gac_
Contains information related to marketing campaigns of the user. These are shared with Google AdWords / Google Ads when the Google Ads and Google Analytics accounts are linked together.
90 days
__utma
ID used to identify users and sessions
2 years after last activity
__utmt
Used to monitor number of Google Analytics server requests
10 minutes
__utmb
Used to distinguish new sessions and visits. This cookie is set when the GA.js javascript library is loaded and there is no existing __utmb cookie. The cookie is updated every time data is sent to the Google Analytics server.
30 minutes after last activity
__utmc
Used only with old Urchin versions of Google Analytics and not with GA.js. Was used to distinguish between new sessions and visits at the end of a session.
End of session (browser)
__utmz
Contains information about the traffic source or campaign that directed user to the website. The cookie is set when the GA.js javascript is loaded and updated when data is sent to the Google Anaytics server
6 months after last activity
SourceBuster is used by WooCommerce for order attribution based on user source.
Name
Description
Duration
sbjs_first
Traffic origin information for the visitor’s first visit to your store (only applicable if the visitor returns before the session expires)
session
sbjs_current
Traffic origin information for the visitor’s current visit to your store
session
sbjs_first_add
Timestamp, referring URL, and entry page for your visitor’s first visit to your store (only applicable if the visitor returns before the session expires)
session
sbjs_current_add
Timestamp, referring URL, and entry page for your visitor’s current visit to your store
session
sbjs_migrations
Technical data to help with migrations between different versions of the tracking feature
session
sbjs_session
The number of page views in this session and the current page path
30 minutes
sbjs_udata
Information about the visitor’s user agent, such as IP, the browser, and the device type