Zuhaltekraft: Die Bedeutung dieser Kraft für Ihren Spritzgießprozess und ihre Berechnung
Von Jim Clifford, Berater / Trainer, RJG Die Zuhaltekraft ist einer der am häufigsten übersehenen Bestandteile des Spritzgießprozesses. Nicht selten musste ich bei Spritzgießprozessen beim Kunden feststellen, dass die Zuhaltekraft auf den Höchstwert eingestellt war. Dies kann zur Beschädigung von Maschine oder Werkzeug führen, wenn das Werkzeug nicht die geeignete Größe für die Maschine hat, in der es eingesetzt wird. Was genau ist also die Zuhaltekraft? Warum spielt sie eine nicht zu vernachlässigende Rolle? Und wie wird sie berechnet?
Was ist die Zuhaltekraft?
Die verfügbare Zuhaltekraft ist die Zuhaltekraft, zu der die Maschine fähig ist. Die Zuhaltekraft der Maschine muss ausreichend groß sein, um das Werkzeug geschlossen zu halten und dem Massedruck zu widerstehen, der sich in den Kavitäten und im Kaltkanalsystem aufbaut. Wir empfehlen generell die Berechnung der notwendigen Zuhaltekraft für jedes einzelne Teil, anstelle einer Einstellung der Maschine auf den Höchstwert.Warum spielt die Zuhaltekraft eine Rolle?
Wie viele Teile produzieren Sie in Ihrer Spritzerei, bei denen jedes kritisches Maß den Durchscnittswert abbildet oder in der Mitte des Toleranzbereichs liegt? In einer idealen Welt würde dies auf alle Teile zutreffen, doch in einer solchen Welt leben wir nicht. Meistens liegen einige kritische Maße zwar in der Toleranz, jedoch dicht an deren oberem oder unterem Grenzwert. Wenn die Zuhaltekraft ohne weitere Optimierung eingestellt wird, laufen Sie Gefahr, dass einige Maße aus dem spezifkationskonformen Bereich fallen. Dies kann sich noch verschlimmern, wenn Sie bereits eine mit dem Kunden abgestimmte Abweichung nutzen. Wie würde es aussehen, wenn Sie dem Kunden mitteilen müssten, dass Sie noch einen viel weiter gefassten Toleranzbereich für ein kritisches Maß benötigen? Der nächste Produktionslauf beginnt dann mit einer Zuhaltekraft, die auf die ursprüngliche Einstellung zurück gesetzt ist, doch gilt jetzt ein anderes Maß. Damit könnten Sie erneut vor dem gleichen schwarzen Loch stehen. Nachfolgend ein Beispiel um darzulegen, welche Bedeutung die Zuhaltekraft wirklich hat. Kürzlich startete ich einen Probelauf in unserem Labor und veränderte nur einen Sollwert. Wie die nachfolgende Abb. 1 zeigt, änderten sich maximales Einspritzvolumen, maximaler Werkzeuginnendruck, Verdichtungsrate und Abkühlrate. Außerdem wirkte sich dies auf die Länge, Breite und Dicke der Teile aus. Welche Variable habe ich verändert, die den Prozess so aus dem Gleichgewicht gebracht hat? Wir sollten dies aus dem Blickwinkel der Masse und anhand der vier dazugehörigen Variablen betrachten: Wärme, Fließen, Druck und Abkühlung. Welche dieser Variablen hätte die größte Auswirkung auf die Maße eines Teils? Antwort: die Zuhaltekraft. Gut, dies war eine Fangfrage. Allerdings ist es wirklich wichtig zu wissen, dass diese Kraft sogar als die fünfte Variable bezeichnet wird. Die meisten würden zwar keinen weiteren Gedanken an irgendeine Auswirkung dieser Einstellung auf die Teilemaße verschwenden, doch kann sie das Geschehen in der Kavität völlig verändern. Viel zu oft werden andere Einstellungen am Prozess vorgenommen, um die Toleranzen von Maßen wiederherzustellen, ohne die Zuhaltekraft überhaupt zu berücksichtigen.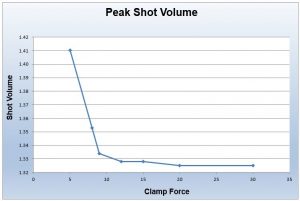
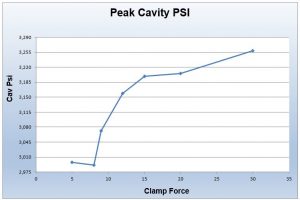
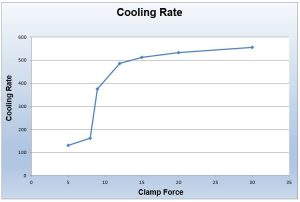
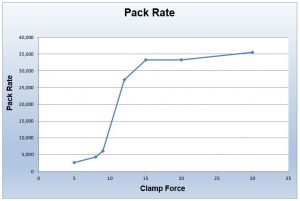 Abb. 1
Eine zu hoch eingestellte Zuhaltekraft könnte zum Verschluss von Entlüftungskanälen, Schäden an Trennebenen, Bruch von Werkzeugeinsätzen und weiteren Folgen führen. Ich selbst habe Werkzeuge gesehen, die so stark beschädigt waren, dass eine einfache Reparatur nicht mehr möglich war, und bei manchen Komponenten können Wochen bis zu deren Austausch vergehen. In einer Welt, in der weder Spritzgießer noch Kunden große Lagerbestände unterhalten, könnte der Stillstand einer Großserienproduktion durch wochenlanges Warten auf Reparaturen katastrophal sein.
Zu beachten ist auch, dass eine zu hoch eingestellte Zuhaltekraft bei einem für die Maschine zu kleinem Werkzeug zum Verzug oder Durchbiegen der Aufspannplatten um das Werkzeug herum führen kann. Dieser Verzug oder dieses Durchbiegen ist physisch vielleicht nicht zu sehen, aber dafür sind in der Mitte des Werkzeugs oder anderer Werkzeuge in dieser Maschine Grate bemerkbar. Tritt dieser Schaden auf, kann es zu Stillstand und Ausschuss und so zu einer Minderung des Gesamtgewinns Ihres Unternehmens kommen.
Abb. 1
Eine zu hoch eingestellte Zuhaltekraft könnte zum Verschluss von Entlüftungskanälen, Schäden an Trennebenen, Bruch von Werkzeugeinsätzen und weiteren Folgen führen. Ich selbst habe Werkzeuge gesehen, die so stark beschädigt waren, dass eine einfache Reparatur nicht mehr möglich war, und bei manchen Komponenten können Wochen bis zu deren Austausch vergehen. In einer Welt, in der weder Spritzgießer noch Kunden große Lagerbestände unterhalten, könnte der Stillstand einer Großserienproduktion durch wochenlanges Warten auf Reparaturen katastrophal sein.
Zu beachten ist auch, dass eine zu hoch eingestellte Zuhaltekraft bei einem für die Maschine zu kleinem Werkzeug zum Verzug oder Durchbiegen der Aufspannplatten um das Werkzeug herum führen kann. Dieser Verzug oder dieses Durchbiegen ist physisch vielleicht nicht zu sehen, aber dafür sind in der Mitte des Werkzeugs oder anderer Werkzeuge in dieser Maschine Grate bemerkbar. Tritt dieser Schaden auf, kann es zu Stillstand und Ausschuss und so zu einer Minderung des Gesamtgewinns Ihres Unternehmens kommen.
Wie lässt sich die Zuhaltekraft berechnen?
Zuerst müssen wir die gesamte projizierte Fläche des Teils berechnen. Dies ist die projizierte zweidimensionale Fläche aller Teile und Kaltkanäle auf der Trennebene des Werkzeugs. Sie fragen sich vielleicht, warum Sie die Kaltkanalfläche berechnen sollen, wenn Sie doch an der Herstellung guter Teile und nicht guter Kaltkanäle interessiert sind? Die Kaltkanäle weisen weiterhin Massedruck auf, der versucht, die Werkzeughälften auseinander zu treiben. Die berechnete projizierte zweidimensionale Fläche aller Teile und Kanäle wird dann mit der vom Rohstofflieferanten empfohlenen Zuhaltekraft multipliziert, in der Regel erfolgt die Angabe dieser empfohlenen Zuhaltekraft in tons/in² (siehe die Berechnung in nachstehender Abb. 2). Diese Berechnung liefert einen Richtwert zu der benötigten Zuhaltekraft, der aber nicht genau ist. Wenn Rohstofflieferanten den Zuhaltekraftbedarf festlegen, erfolgt dies ja nicht anhand Ihres Werkzeugs. Benötigen Sie eine genauere Angabe der notwendigen Zuhaltekraft für Ihr Teil, können Sie, falls Ihr Werkzeug mit Innendrucksensoren ausgestattet ist, den durchschnittlichen Werkzeuginnendruck nutzen. Nehmen wir als Beispiel ein Werkzeug mit einem Druck von 9.000 ppsi in Angussnähe und einem Druck von 3.000 ppsi am Kavitätsende. Wir addieren diese beiden Drücke und dividieren dann durch zwei, damit erhalten wir einen durchschnittlichen Werkzeuginnendruck von 6.000 ppsi. Da die Zuhaltekräfte für das Spritzgießen in Tonnen angegeben werden, müssen wir jetzt die 6.000 ppsi durch 2000 lb dividieren und erhalten so 3 tons/in². Diese Zuhaltekraft kann jetzt zum Multiplizieren mit der gesamten projizierten Fläche eingesetzt werden, um die empfohlene Zuhaltekraft für Ihr Werkzeug zu ermitteln. Diese Formel ist auch der folgenden Abb. 2 zu entnehmen.
Optimierung über das Spritzteilgewicht
Ein weiteres Verfahren zur Optimierung der Zuhaltekraft beinhaltet das Verändern der Einstellungen und die Betrachtung des Spritzteilgewichts. Wir beginnen mit der Produktion von Vollteilen, die innerhalb eines zulässigen Rahmens bei einer höheren Zuhaltekraft verdichtet wurden, reduzieren dann die Zuhaltekraft und protokollieren dabei das Spritzteilgewicht. Sobald sich eine Zunahme des Spritzteilgewichts abzeichnet, ist der Punkt erreicht, an dem die Trennung der Werkzeughälften beginnt. Die Kurve in der nachstehenden Abb. 3 zeigt ein Beispiel für ein Probeteil, dass ich mit einem Werkzeug in unserem Labor produzierte. Wie zu sehen ist, blieb das Spritzteilgewicht im Bereich von 12 bis 30 Tonnen ziemlich beständig. Bei Einstellung der Zuhaltekraft auf 10 Tonnen oder weniger, setzte die Zunahme des Spritzteilgewichts ein. Bei diesem Szenario würde ich die Zuhaltekraft auf 15 Tonnen einstellen und so für ein Sicherheitsnetz sorgen. Hätte ich mich an die vom Rohstofflieferanten empfohlene Zuhaltekraft von 3 tons/in² gehalten, wäre die Produktion mit einer Zuhaltekraft von 25 Tonnen gelaufen. Das Optimieren der Zuhaltekraft auf der Grundlage des Spritzteilgewichts ermöglicht eine einfachere Werkzeugbelüftung, verhindert eine übergroße Zuhaltekraft und erlaubt Energieeinsparungen.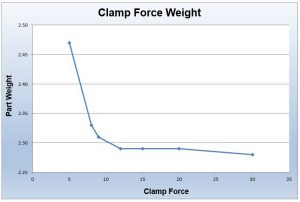
Durch die Zuhaltekraft bedingte Werkzeugdurchbiegung
Das für das Probeteil verwendete Werkzeug war auch mit Durchbiegungssensoren bestückt, so dass wir den Durchbiegungsgrad bei jeder Zuhaltekraft sehen konnten, die auf das Werkzeug einwirkte. Wie Abb. 4 zeigt, stand die Spritzteilgewichtzunahme bei den verschiedenen Zuhaltekrafteinstellungen in direkter Korrelation zur Werkzeugdurchbiegung. Die Bestückung des Werkzeugs mit Durchbiegungssensoren kann sehr hilfreich sein, um festzustellen, ob sich die Zuhaltekraft geändert hat oder etwas mit dem Werkzeug selbst geschieht. Wenn Sie über eDART® und über Werkzeugdurchbiegungssensoren in Ihrem Werkzeug verfügen, könnten Sie eine Referenzkurve speichern und so auf einen Blick erkennen, wann sich die Durchbiegung verändert hat. Dadurch würde Ihr Augenmerk auf die Zuhaltekraft anstelle der anderen vier Variablen gerichtet.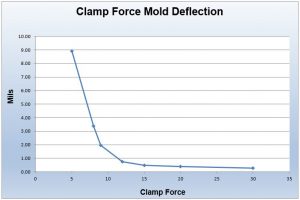
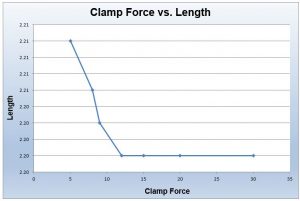
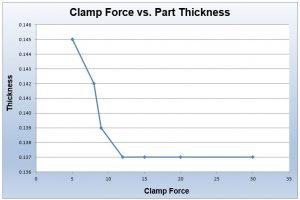
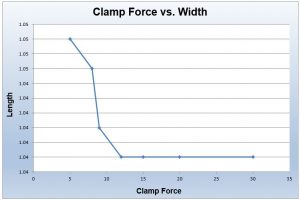
Weitere Messungen
Während des Probelaufs beschloss ich, Messungen der Teilemaße bei allen Zuhaltekrafteinstellungen vorzunehmen. Es handelte sich hier um ein grundsätzlich rechtwinkliges Teil und daher maß ich Länge, Breite und Dicke. Ich stellte überrascht fest, dass verschiedene Zuhaltekrafteinstellungen auch zu Änderungen aller drei Maße führten.